
FERTIGUNGSVERFAHREN
Der technologische Ablaufplan von Dniprospezstahl AG schließt in sich eine optimale Folge verschiedener Prozesse, in denen hochwertige Produkte mit festgelegten Eigenschaften erzeugt werden.
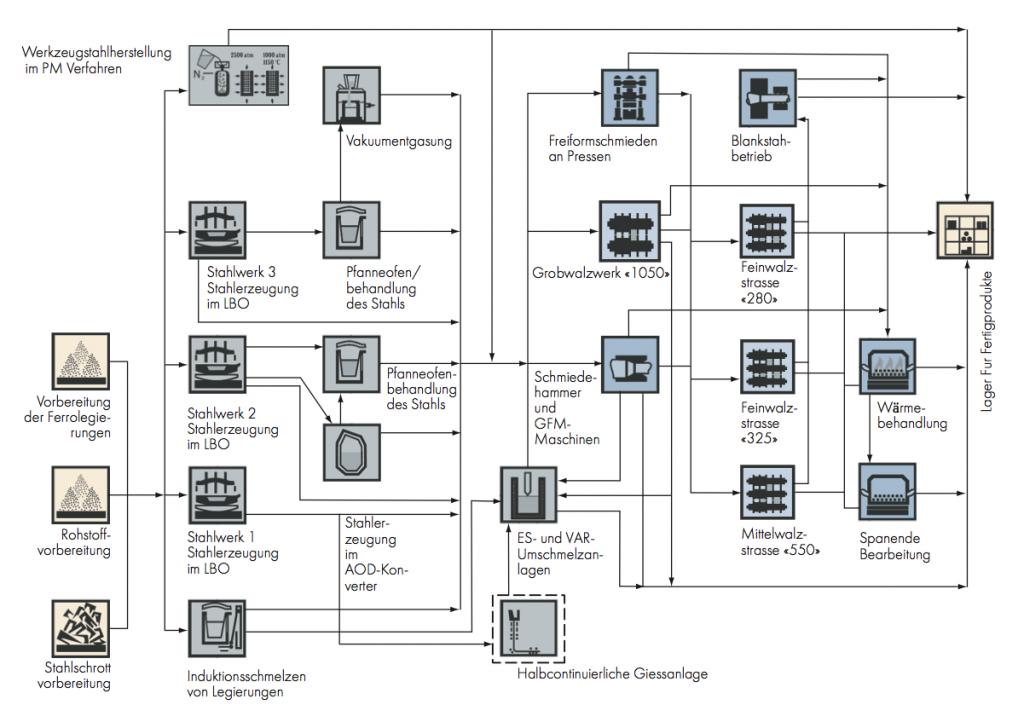
Produktionsbereich Stahlwerke
Der Produktionsbereich Stahlwerke ist durch folgende Werke vertreten:
– Drei Elektrostahlwerke, die mit 30 bis 60-Tonnen basisch zugestellten Lichtbogenöfen, einem 8-Tonnen Induktionsofen ausgerüstet sind;
– Ein Stahlwerk, das mit 1bis 20- Tonnen ESU-Öfen und 1bis 6-Tonnen VAR-Öfen ausgestattet ist.
Um hohe Produktqualität zu sichern, wird der Stahl nach der LBO-Erschmelzung zuerst im Pfannenofen und danach in VD-Anlage nachbehandelt. Unter Einsatz der AOD-Anlage werden rostfreie Stähle mit extra niedrigem Kohlenstoffgehalt im Duplexverfahren – LBO + AOD-Anlage – erzeugt.
Im ESU-Verfahren werden hochwertige Stähle mit hohen Anforderungen an das Gefüge und nichtmetallische Einschlüsse hergestellt. Unter Anwendung von VAR-Verfahren werden Wälzlager-, Edelbau-, und rostfreie Stähle, sowie Nickel-, und Eisenbasislegierungen erzeugt. Die Verbrauchselektroden werden halbkontinuierlich in Spezialformkokille gegossen.
Über 25 Jahre erzeugt Dniprospetsstal AG unter Anwendung von PM-Verfahren Werkzeug – und Schnellarbeitsstahl. Der Stahl wird im 4-Tonnen Induktionsofen erschmolzen und durch die nachfolgenden Pressverfahren im kalten und heißen Zustand in der HIP-Anlage bei Temperatuten von 1100 C bis 1150 C unter Druck 1000 bar (ASEA-STORA-Verfahren) zu Pressestücken mit einem homogenen Gefüge ohne Karbidnetzreste gehipt.
Walzbereich
Das Walzwerk ist mit einem Vorgerüst und einem Halbzeuggerüst «1050/950», sowie Stabstahlwalzstraßen «550», «325» и «280» ausgerüstet. Nach den optimal durchdachten Walzkarten wird eine breite Produktpalette gefertigt: runde Stäbe im Abmessungsbereich von 8-280 mm, Vierkantstäbe im Abmessungsbereich von 8-100 mm, Vierkantknüppel im Abmessungsbereich von 45-180 mm und Blooms im Abmessungsbereich von 180-270 mm. Die Erzeugnisse im Abmessungsbereich von 130-280 mm werden vorgedreht und die im Abmessungsbereich von 20-130 mm – vorgedreht oder unbearbeitet geliefert.
Vierkantknüppel und Blooms werden geschliffen geliefert. Auf den Stabstahlwalzstraßen werden Flach – und Sechskantstahl, Metallerzeugnisse für besondere Verwendung, sowie ein breites Gütesortiment einschließlich der hitzebeständigen Nickel-Basis-Legierungen und Schnellarbeitsstahl gewalzt.
Im Blankbetrieb wird kaltgezogener Blankstahl im Abmessungsbereich von rd. 2-45 mm im Toleranzfeld h11-h12 in geraden Längen oder kaltgezogenes Draht im Abmessungsbereich bis rd. 12 mm in Ringen, Stabstahl mit geschliffener und polierter Oberfläche im Abmessungsbereich von rd. 2-10 mm im Toleranzfeld h9-h12 und von rd. 10-50 mm im Toleranzfeld h10-h12 aus Bau-, Wälzlager-, Werkzeug-, Schnellarbeits-, und nichtrostendem Stahl hergestellt. Geschliffener und polierter Stabstahl im Abmessungsbereich von rd. 12-70 mm im Toleranzfeld h9-h11 und im Abmessungsbereich von rd. 50-160 mm im Toleranzfeld h10-h12 wird an der Bearbeitungslinie der Fa. «Landgraf» (Italien), «SMS» (Deutschland) und «CMS» (Frankreich) gefertigt.
Schmiedebereich
Der Schmiedebereich ist durch zwei Werke vertreten: das Schmiede-Pressewerk und eigentliche Schmiede.
Das Schmiede – Pressewerk ist für die Herstellung von Schmiedestahl im größeren Abmessungsbereich (runde und vierkant Schmiedestücke im Abmessungsbereich von 180-550 mm, Flachstahl mit den Abmessungen von 100-300 х 300-800 mm) aus verschiedenen Stahl- und Legierungsqualitäten bestimmt. Schmiedeerzeugnisse werden auf zwei hydraulischen Pressen mit einer Nennkraft von 60 und 32 MN und Manipulatoren von 10 und 5 Tonnen gefertigt.
Das Schmiedewerk ist auf der Herstellung von Stäben (Stabstahl von rundem und Vierkantquerschnitt im Abmessungsbereich von 75-190 mm, Flachstahl mit den Abmessungen von 30-150 х 80-350 mm) aus schwerveformbaren hochlegierten Stahlqualitäten, sowie dem Vormaterial für Herstellung von Waggonachsen spezialisiert. Das Schmiedewerk ist mit zwei „GFM“-Maschinen mit Umformungskraft von 10 bzw. 3,4 МN, sowie auch mit drei pneumatisch angetriebenen Schmiedehämmern mit Bärgewicht von 1 bis 3 Tonnen ausgerüstet. Die optimal durchdachten und mechanisierten Schmiedevorgänge unter Einsatz von „GFM“-Maschinen erlauben die Erzeugnisse mit präzisen Abmessungstoleranzen herzustellen.
Wärmebehandlung
Anlagenbedignt sind verschiedene Wärmebehandlungsprozeße möglich: Glühen, Normalglühen, Abschrecken der austenitischen nichtrostenden Stähle, Vergütung der gewalzten und geschmiedeten Erzeugnisse aus Bau- und nichtrostendem Stahl.
Oberflächenbearbeitung
Die Endbearbeitung der Erzeugnisse erfolgt an Adjustageeinrichtungen des Werks, sowie in neuer Produktionsabteilung mit zwei hochleistungsfähigen Bearbeitungslinien der Fa. Landgraf. Die Bearbeitungsabteilungen der Dniprospezstahl AG sind mit den Anlagen ausgerüstet, wo das Material geschliffen, vorgedreht oder gehobelt wird. Auf Kundenwunsch können die Erzeugnisse in korrosionsfester Verpackung geliefert werden.